
Ebatzen ari zarenean, nahiz eta ebaki abiadura eta ebaketa-tresnak erabiltzen badituzu, ebaketa-eraginkortasuna oso baxua da. Orduan, zein da arrazoia? Izan ere, ebaketa prozesuan, ebaketa-tresnak etengabe gora eta behera egon behar du ebaketa-lerroen eskakizunak betetzeko. Esanguratsua dirudi arren, benetan eragin zuzena du eraginkortasunean.
Zehazki, hiru parametro nagusi daude ebaketa-tresnen igogailuaren altueran eragina dutenak, hasierako tresnen beherakada sakonera, gehienezko tresnaren sakonera eta material lodiera.
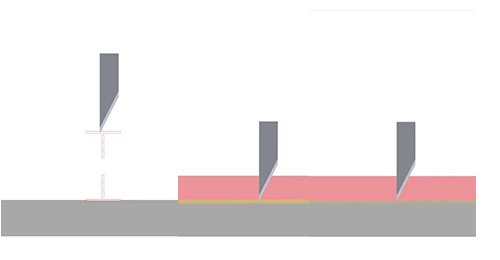
1. Neurketa materialaren lodiera
Lehenik eta behin, materialaren lodiera neurtu eta softwarearen parametroa aldatu behar duzu. Materialaren lodiera neurtzen da. Gomendagarria da 0 ~ 1mm-ko lodiera handitzea.

2. Labanaren beheko parametroaren lehen sakoneraren berri
Labanaren beheko parametroaren lehen sakonerari dagokionez, materialaren benetako lodiera 2 ~ 5mm igo behar da, palak materiala zuzenean txertatzea eta xafla haustea eragin dezan.

3. Labanaren beherako parametroaren gehienezko sakonera
Labanaren gaineko parametroaren gehienezko sakonera egoki egokitu behar da materiala ondo moztu daitekeela ziurtatzeko, baina, aldi berean, feltroa moztea saihestu behar da.
Parametro horiek berriro moztu ondoren, ebaketa-abiadura nabarmenak nabarmen hobetuko direla ikusiko duzu. Modu honetan ebaketa-eraginkortasuna hobetu dezakezu eta ebaketa-prozesuan emaitza hobeak lortu ahal izango dituzu ebaketa-abiadura eta ebaketa tresna aldatu gabe.
Posta: 20120ko uztailaren 08a