
As jo snije, sels as jo de hegere snijsnelheid en snij-ark brûke, is de snij-effisjinsje heul leech. Dus wat is de reden? Yn feite, tidens it snijproses moat it snijwurk kontinu op en del wêze om te foldwaan oan 'e easken fan' e snijlinen. Hoewol't it liket insignificant, it eins hat in direkte ynfloed op cutting effisjinsje.
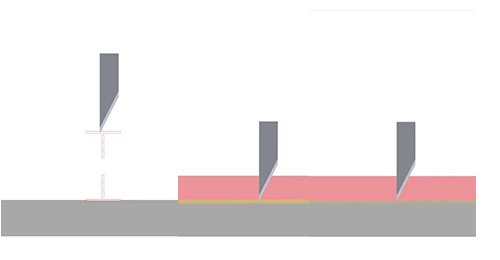
Spesifyk binne d'r trije haadparameters dy't ynfloed hawwe op 'e hichte fan' e lift fan 'e cutting tool, dat binne de inisjele tool drop djipte, maksimale tool drop djipte en materiaal dikte.
1. Measurement materiaal dikte
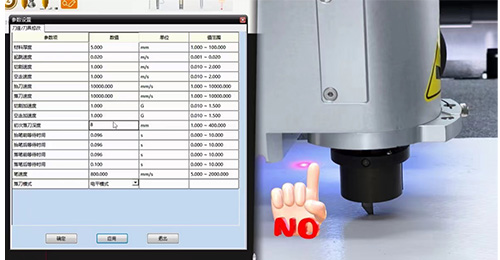
As earste moatte jo de dikte fan it materiaal mjitte en de relevante parameter yn 'e software feroarje.

2.Aanpassing fan de earste djipte fan it mes-down parameter
Yn termen fan 'e earste djipte fan' e mes-down parameter, de eigentlike dikte fan it materiaal moat wurde ferhege mei 2 ~ 5mm om foar te kommen dat it blêd it materiaal direkt ynfoegje en it blêd brekke.

3.Aanpassing fan de maksimale djipte fan it mes-down parameter
De maksimale djipte fan 'e mes-down-parameter moat passend oanpast wurde om te soargjen dat it materiaal yngeand snije kin, mar tagelyk is it needsaaklik om it filt te foarkommen.
Nei it oanpassen fan dizze parameters en wer te snijen, sille jo fine dat de algemiene snijsnelheid signifikant ferbettere is. Op dizze manier kinne jo snij-effisjinsje ferbetterje en bettere resultaten yn it snijproses berikke sûnder de snijsnelheid en snijwurk te feroarjen.
Post tiid: Jul-08-2024