
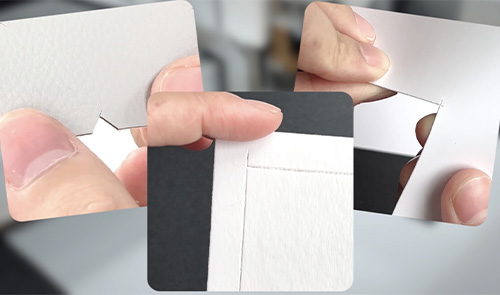
Gyakran találkozunk az egyenetlen minták problémájával vágás közben, amit túlvágásnak nevezünk. Ez a helyzet nemcsak közvetlenül befolyásolja a termék megjelenését és esztétikáját, hanem hátrányosan befolyásolja a későbbi varrási folyamatot is. Tehát hogyan tehetünk intézkedéseket az ilyen esetek előfordulásának hatékony csökkentése érdekében?
Először is meg kell értenünk, hogy a túlvágás jelenségét valójában nem valószínű teljesen elkerülni. A megfelelő vágószerszám kiválasztásával, a késkompenzáció beállításával és a vágási módszer optimalizálásával azonban jelentősen csökkenthetjük a helyzetet, hogy a túlvágás jelensége elfogadható tartományon belül legyen.
A vágószerszám kiválasztásakor törekedjünk a lehető legkisebb szögű penge használatára, ami azt jelenti, hogy minél közelebb van a penge és a vágási pozíció közötti szög a vízszintes vonalhoz, annál inkább csökkenti a túlvágást. Ez azért van, mert az ilyen pengék jobban illeszkednek az anyag felületéhez a vágási folyamat során, ezáltal csökkentve a felesleges vágást.
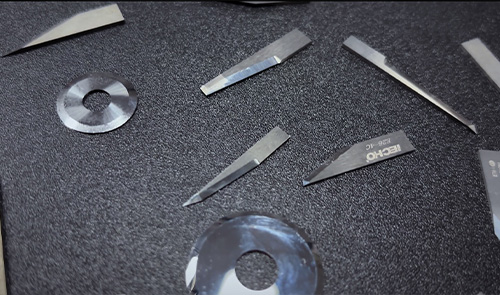
A túlvágási jelenség egy részét elkerülhetjük a kés fel- és le-kompenzáció beállításával. Ez a módszer különösen hatékony a körkéses vágásnál. Egy tapasztalt kezelő 0,5 mm-en belül tudja szabályozni a vágást, ezáltal javítva a vágás pontosságát.
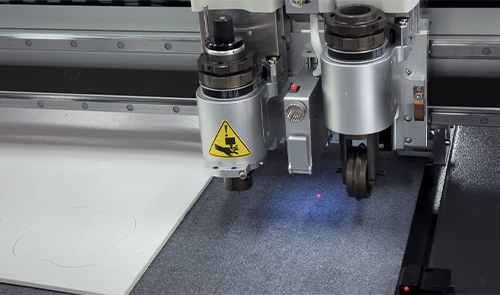
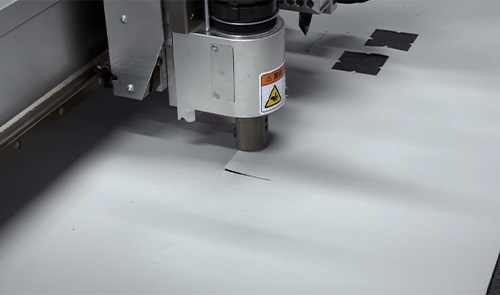
A vágási módszer optimalizálásával tovább csökkenthetjük a túlvágás jelenségét. Ezt a módszert főként a reklám- és nyomdaiparban alkalmazzák. A reklámipar egyedi pozicionálópont-funkcióját kihasználva hátoldali vágást hajtunk végre, és biztosítjuk, hogy a túlvágás jelensége az anyag hátoldalán történjen. Ez tökéletesen megjeleníti az anyag elejét.

A fenti három módszer alkalmazásával hatékonyan csökkenthetjük a helyzetet. Meg kell azonban jegyezni, hogy a túlvágási jelenséget néha nem pontosan a fenti okok okozzák, vagy az X excentrikus távolság okozhatja. Ezért a tényleges helyzethez igazodva kell megítélnünk és módosítanunk a vágási folyamat pontosságának biztosítása érdekében.
Közzététel ideje: 2024. július 3.