
Vágáskor, még nagyobb vágási sebesség és vágószerszámok használata esetén is, a vágási hatékonyság nagyon alacsony. Mi ennek az oka? Valójában a vágási folyamat során a vágószerszámnak folyamatosan fel-le kell állnia, hogy megfeleljen a vágási vonalak követelményeinek. Bár jelentéktelennek tűnik, valójában közvetlen hatással van a vágási hatékonyságra.
Pontosabban, három fő paraméter befolyásolja a vágószerszám emelésének magasságát: a kezdeti szerszámejtési mélység, a maximális szerszámejtési mélység és az anyagvastagság.
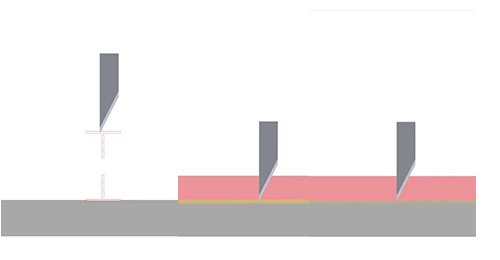
1. Mért anyag vastagsága
Először is meg kell mérni az anyag vastagságát, és módosítani kell a vonatkozó paramétert a szoftverben. Az anyag vastagságának mérésekor ajánlott a tényleges vastagságot 0 ~ 1 mm-rel növelni, hogy elkerüljük a penge behelyezését az anyag felületébe.

2. A késelési paraméter első mélységének beállítása
A késelési paraméter első mélységét tekintve az anyag tényleges vastagságát 2 ~ 5 mm-rel kell növelni, hogy megakadályozzuk a penge közvetlen bejutását az anyagba, és ezáltal a penge törését.

3. A késelési paraméter maximális mélységének beállítása
A késelési paraméter maximális mélységét megfelelően kell beállítani, hogy az anyag alaposan vágható legyen, ugyanakkor el kell kerülni a filc kivágását.
Miután beállította ezeket a paramétereket és újra elkezdte a vágást, azt fogja tapasztalni, hogy az összvágási sebesség jelentősen javult. Ily módon javíthatja a vágási hatékonyságot és jobb eredményeket érhet el a vágási folyamatban a vágási sebesség és a vágószerszám megváltoztatása nélkül.
Közzététel ideje: 2024. július 8.