
Þegar þú ert að skera, jafnvel þótt þú notir hærri skurðarhraða og skurðarverkfæri, er skurðarhagkvæmnin mjög lítil. Hver er þá ástæðan? Reyndar þarf skurðarverkfærið að vera stöðugt upp og niður meðan á skurðarferlinu stendur til að uppfylla kröfur skurðlínunnar. Þótt það virðist óverulegt hefur það í raun bein áhrif á skurðarhagkvæmnina.
Nánar tiltekið eru þrír meginþættir sem hafa áhrif á lyftihæð skurðarverkfærisins, sem eru upphafsdýpt verkfærisins, hámarksdýpt verkfærisins og þykkt efnis.
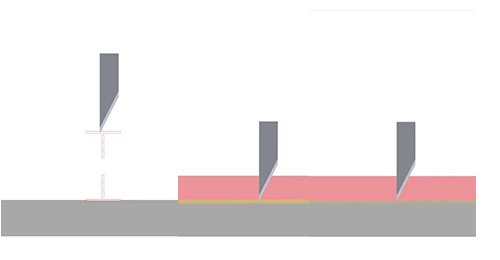
1. Mæling á þykkt efnis
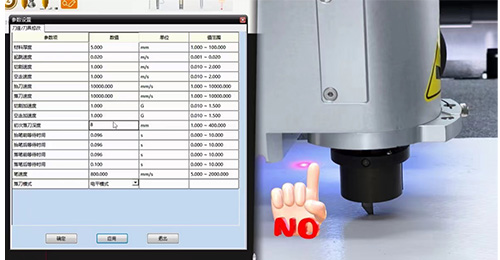
Í fyrsta lagi þarftu að mæla þykkt efnisins og breyta viðeigandi breytu í hugbúnaðinum. Þegar þykkt efnisins er mæld er mælt með því að auka raunverulega þykktina um 0 ~ 1 mm til að koma í veg fyrir að blaðið komist í snertingu við yfirborð efnisins.

2. Aðlögun fyrstu dýptar hnífsniðurstillingarinnar
Hvað varðar fyrstu dýpt hnífsniðurstillingarinnar ætti að auka raunverulegan þykkt efnisins um 2 ~ 5 mm til að koma í veg fyrir að blaðið setji efnið beint inn og valdi því að blaðið brotni.

3. Aðlögun hámarksdýptar hnífsniðurstillingarinnar
Hámarksdýpt hnífsniðursfæribreytunnar þarf að stilla á viðeigandi hátt til að tryggja að hægt sé að skera efnið vandlega, en á sama tíma er nauðsynlegt að forðast að skera út filtið.
Eftir að hafa stillt þessar breytur og skorið aftur, munt þú komast að því að heildarskurðarhraðinn hefur batnað verulega. Á þennan hátt geturðu bætt skurðarhagkvæmni og náð betri árangri í skurðarferlinu án þess að breyta skurðarhraða og skurðarverkfæri.
Birtingartími: 8. júlí 2024