
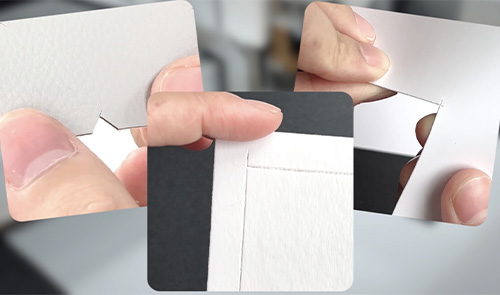
Біз кесу кезінде біркелкі емес үлгілер мәселесін жиі кездестіреміз, бұл артық кесу деп аталады. Бұл жағдай өнімнің сыртқы түрі мен эстетикасына тікелей әсер етіп қана қоймайды, сонымен қатар кейінгі тігу процесіне кері әсер етеді. Сонымен, мұндай көріністердің пайда болуын тиімді азайту үшін қалай шаралар қабылдау керек.
Біріншіден, біз артық кесу құбылысын толығымен болдырмау екіталай екенін түсінуіміз керек. Дегенмен, біз тиісті кесу құралын таңдау, пышақ компенсациясын орнату және кесу әдісін оңтайландыру арқылы жағдайды айтарлықтай азайта аламыз, осылайша артық кесу құбылысы қолайлы диапазонда болады.
Кесетін құралды таңдаған кезде біз мүмкіндігінше кішірек бұрышы бар жүзді қолдануға тырысуымыз керек, бұл пышақ пен кесу орны арасындағы бұрыш көлденең сызыққа неғұрлым жақын болса, артық кесуді азайту үшін соғұрлым қолайлы болады. Себебі мұндай пышақтар кесу процесінде материалдың бетіне жақсы сәйкес келеді, осылайша кесу қажетсіздігін азайтады.
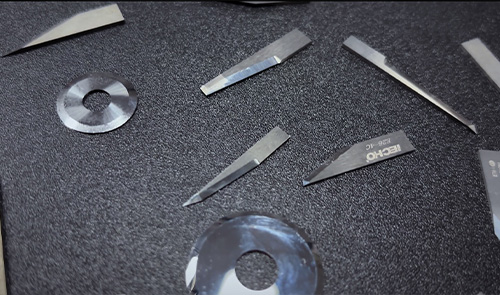
Біз Пышақты көтеру және Пышақты төмен түсіру компенсациясын орнату арқылы артық кесу құбылысының бір бөлігін болдырмай аламыз. Бұл әдіс әсіресе дөңгелек пышақты кесуде тиімді. Тәжірибелі оператор кесуді 0,5 мм шегінде басқара алады, осылайша кесу дәлдігін жақсартады.
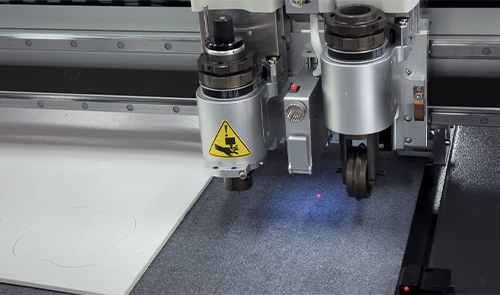
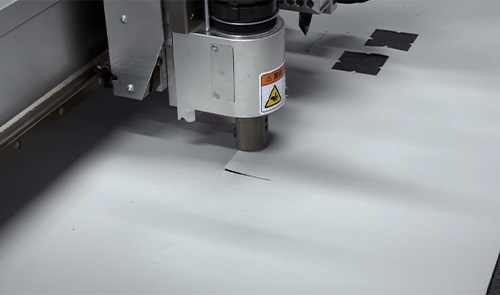
Кесу әдісін оңтайландыру арқылы артық кесу құбылысын одан әрі азайта аламыз. Бұл әдіс негізінен жарнама және полиграфия өнеркәсібіне қолданылады. Жарнама индустриясының бірегей орналасу нүктесі функциясын пайдалану арқылы артқы жағындағы кесуді орындау және материалдың артқы жағында артық қию құбылысының болуын қамтамасыз ету. Бұл материалдың алдыңғы жағын тамаша көрсете алады.

Жоғарыда аталған үш әдісті қолдану арқылы біз жағдайды тиімді түрде азайта аламыз. Дегенмен, кейде асып кету құбылыстары жоғарыда аталған себептерге байланысты емес, немесе ол X эксцентрлік қашықтыққа байланысты болуы мүмкін екенін атап өткен жөн. Сондықтан кесу процесінің дәлдігін қамтамасыз ету үшін нақты жағдайға сәйкес бағалап, түзетуіміз керек
Жіберу уақыты: 03 шілде 2024 ж