
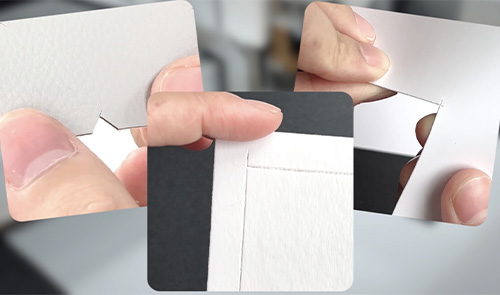
Биз кесүү учурунда бир калыпта эмес үлгүлөрдүн көйгөйүнө көп жолугуп калабыз, бул overcut деп аталат. Бул абал буюмдун сырткы көрүнүшүнө жана эстетикасына түздөн-түз таасирин тийгизбестен, андан кийинки тигүү процессине терс таасирин тийгизет.Ошондуктан, мындай көрүнүштөрдүн пайда болушун эффективдүү азайтуу үчүн кандай чараларды көрүшүбүз керек.
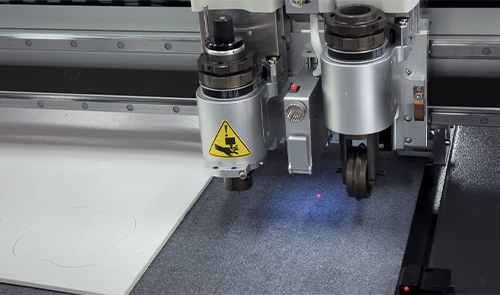
Биринчиден, биз толугу менен overcut феноменинен качуу мүмкүн эмес экенин түшүнүшүбүз керек. Бирок, биз тийиштүү кесүүчү шайманды тандоо, бычак компенсациясын орнотуу жана кесүү ыкмасын оптималдаштыруу аркылуу кырдаалды олуттуу кыскарта алабыз, ошентип кесүү көрүнүшү алгылыктуу диапазондо болот.
Кесүүчү аспапты тандап жатканда, бычакты мүмкүн болушунча кичине бурчу менен колдонууга аракет кылышыбыз керек, бул бычак менен кесүү позициясынын ортосундагы бурч горизонталдык сызыкка канчалык жакын болсо, ашыкча кесүүнү азайтууга ошончолук ыңгайлуу болот. Себеби, мындай бычактар кесүү процессинде материалдын бетине жакшыраак туура келет, ошону менен кесүү жараянын азайтат.
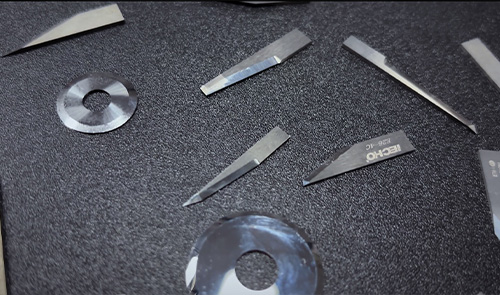
Биз Бычак көтөрүү жана Бычак түшүрүү компенсациясын орнотуу менен ашыкча кесүү көрүнүшүнүн бир бөлүгүнөн кача алабыз. Бул ыкма тегерек бычак кесүүдө өзгөчө натыйжалуу. Тажрыйбалуу оператор кесүүнү 0,5 мм чегинде көзөмөлдөй алат, ошону менен кесүүнүн тактыгын жакшыртат.
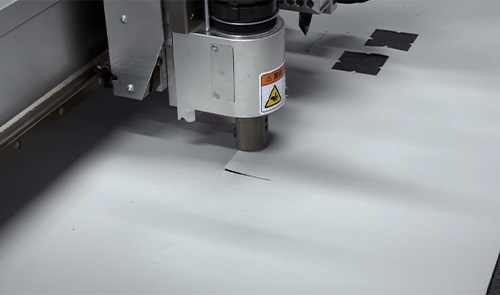
Биз кесүү ыкмасын оптималдаштыруу менен ашыкча кесүү көрүнүшүн андан ары азайта алабыз. Бул ыкма негизинен жарнак жана полиграфия тармагына колдонулат. Жарнама тармагынын уникалдуу позициялоо пунктунун функциясын колдонуу менен арткы кесүүнү аткаруу жана материалдын арткы бетинде ашыкча кесүү көрүнүшү болушун камсыз кылуу. Бул материалдын алдыңкы бөлүгүн эң сонун көрсөтө алат.

Жогорудагы үч ыкманы колдонуу аркылуу биз кырдаалды эффективдүү азайта алабыз. Бирок, белгилей кетчү нерсе, кээде ашыкча кесилген көрүнүштөр жогоруда айтылган себептерден так эмес, же X эксцентрдик аралыктан келип чыгышы мүмкүн. Ошондуктан, биз сот жана кесүү жараянынын тактыгын камсыз кылуу үчүн иш жүзүндөгү кырдаалга ылайык жөнгө салуу керек
Посттун убактысы: 2024-03-03