
നിങ്ങൾ മുറിക്കുമ്പോൾ, ഉയർന്ന കട്ടിംഗ് വേഗതയും കട്ടിംഗ് ഉപകരണങ്ങളും ഉപയോഗിച്ചാലും, മുറിക്കൽ കാര്യക്ഷമത വളരെ കുറവാണ്. അപ്പോൾ എന്താണ് കാരണം? വാസ്തവത്തിൽ, മുറിക്കൽ പ്രക്രിയയിൽ, കട്ടിംഗ് ലൈനുകളുടെ ആവശ്യകതകൾ നിറവേറ്റുന്നതിന് കട്ടിംഗ് ഉപകരണം തുടർച്ചയായി മുകളിലേക്കും താഴേക്കും ആയിരിക്കണം. ഇത് നിസ്സാരമാണെന്ന് തോന്നുമെങ്കിലും, യഥാർത്ഥത്തിൽ ഇത് കട്ടിംഗ് കാര്യക്ഷമതയിൽ നേരിട്ട് സ്വാധീനം ചെലുത്തുന്നു.
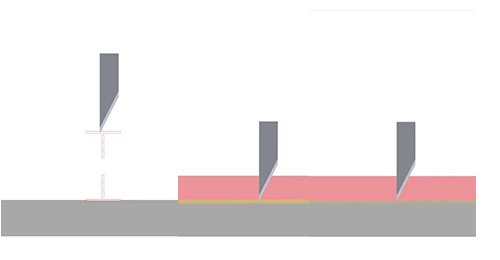
പ്രത്യേകിച്ച്, കട്ടിംഗ് ടൂൾ ലിഫ്റ്റിന്റെ ഉയരത്തെ ബാധിക്കുന്ന മൂന്ന് പ്രധാന പാരാമീറ്ററുകളുണ്ട്, അവ പ്രാരംഭ ടൂൾ ഡ്രോപ്പ് ഡെപ്ത്, പരമാവധി ടൂൾ ഡ്രോപ്പ് ഡെപ്ത്, മെറ്റീരിയൽ കനം എന്നിവയാണ്.
1. മെറ്റീരിയൽ കനം അളക്കുക
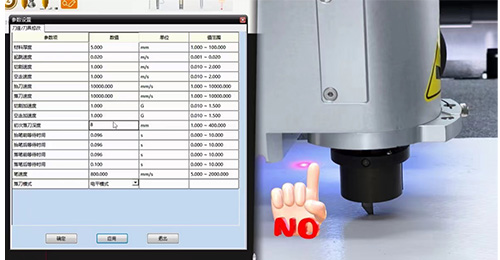
ആദ്യം, നിങ്ങൾ മെറ്റീരിയലിന്റെ കനം അളക്കുകയും സോഫ്റ്റ്വെയറിലെ പ്രസക്തമായ പാരാമീറ്റർ പരിഷ്കരിക്കുകയും വേണം. മെറ്റീരിയലിന്റെ കനം അളക്കുമ്പോൾ, മെറ്റീരിയൽ ഉപരിതലത്തിൽ ബ്ലേഡ് ചേർക്കുന്നത് തടയാൻ യഥാർത്ഥ കനം 0 ~ 1mm വർദ്ധിപ്പിക്കാൻ ശുപാർശ ചെയ്യുന്നു.

2. നൈഫ്-ഡൗൺ പാരാമീറ്ററിന്റെ ആദ്യ ആഴത്തിന്റെ ക്രമീകരണം
നൈഫ്-ഡൗൺ പാരാമീറ്ററിന്റെ ആദ്യ ആഴം കണക്കിലെടുക്കുമ്പോൾ, ബ്ലേഡ് നേരിട്ട് മെറ്റീരിയൽ തിരുകുന്നത് തടയുന്നതിനും ബ്ലേഡ് പൊട്ടിപ്പോകുന്നതിനും തടയുന്നതിന് മെറ്റീരിയലിന്റെ യഥാർത്ഥ കനം 2 ~ 5mm വർദ്ധിപ്പിക്കണം.

3. നൈഫ്-ഡൗൺ പാരാമീറ്ററിന്റെ പരമാവധി ആഴത്തിന്റെ ക്രമീകരണം
മെറ്റീരിയൽ നന്നായി മുറിക്കാൻ കഴിയുമെന്ന് ഉറപ്പാക്കാൻ നൈഫ്-ഡൗൺ പാരാമീറ്ററിന്റെ പരമാവധി ആഴം ഉചിതമായി ക്രമീകരിക്കേണ്ടതുണ്ട്, എന്നാൽ അതേ സമയം, ഫെൽറ്റ് മുറിക്കുന്നത് ഒഴിവാക്കേണ്ടത് ആവശ്യമാണ്.
ഈ പാരാമീറ്ററുകൾ ക്രമീകരിച്ച് വീണ്ടും മുറിച്ചതിന് ശേഷം, മൊത്തത്തിലുള്ള കട്ടിംഗ് വേഗത ഗണ്യമായി മെച്ചപ്പെട്ടതായി നിങ്ങൾ കണ്ടെത്തും. ഈ രീതിയിൽ, കട്ടിംഗ് വേഗതയും കട്ടിംഗ് ടൂളും മാറ്റാതെ തന്നെ നിങ്ങൾക്ക് കട്ടിംഗ് കാര്യക്ഷമത മെച്ചപ്പെടുത്താനും കട്ടിംഗ് പ്രക്രിയയിൽ മികച്ച ഫലങ്ങൾ നേടാനും കഴിയും.
പോസ്റ്റ് സമയം: ജൂലൈ-08-2024