
तुम्ही कापत असताना, जरी तुम्ही जास्त कटिंग स्पीड आणि कटिंग टूल्स वापरत असलात तरी, कटिंग कार्यक्षमता खूप कमी असते. तर त्याचे कारण काय आहे? खरं तर, कटिंग प्रक्रियेदरम्यान, कटिंग टूलला कटिंग लाईन्सच्या आवश्यकता पूर्ण करण्यासाठी सतत वर आणि खाली करणे आवश्यक आहे. जरी ते क्षुल्लक वाटत असले तरी, प्रत्यक्षात त्याचा कटिंग कार्यक्षमतेवर थेट परिणाम होतो.
विशेषतः, कटिंग टूल लिफ्टच्या उंचीवर परिणाम करणारे तीन मुख्य पॅरामीटर्स आहेत, जे प्रारंभिक टूल ड्रॉप डेप्थ, कमाल टूल ड्रॉप डेप्थ आणि मटेरियल जाडी आहेत.
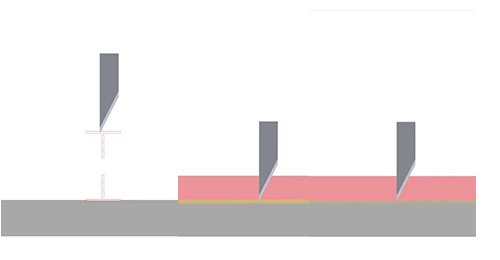
१. मापन सामग्रीची जाडी
प्रथम, तुम्हाला मटेरियलची जाडी मोजावी लागेल आणि सॉफ्टवेअरमध्ये संबंधित पॅरामीटरमध्ये बदल करावे लागतील. मटेरियलची जाडी मोजताना, मटेरियलच्या पृष्ठभागावर ब्लेड घालण्यापासून रोखण्यासाठी प्रत्यक्ष जाडी 0 ~ 1 मिमीने वाढवण्याची शिफारस केली जाते.

२. चाकू-खाली पॅरामीटरच्या पहिल्या खोलीचे समायोजन
चाकू-खाली करण्याच्या पॅरामीटरच्या पहिल्या खोलीच्या बाबतीत, ब्लेड थेट सामग्री आत घालण्यापासून आणि ब्लेड तुटण्यापासून रोखण्यासाठी सामग्रीची वास्तविक जाडी 2 ~ 5 मिमीने वाढवली पाहिजे.

३. चाकू-खालील पॅरामीटरच्या कमाल खोलीचे समायोजन
चाकू-खाली करण्याच्या पॅरामीटरची जास्तीत जास्त खोली योग्यरित्या समायोजित करणे आवश्यक आहे जेणेकरून सामग्री पूर्णपणे कापता येईल, परंतु त्याच वेळी, फेल्ट कापण्याचे टाळणे आवश्यक आहे.
हे पॅरामीटर्स समायोजित केल्यानंतर आणि पुन्हा कटिंग केल्यानंतर, तुम्हाला आढळेल की एकूण कटिंग गतीमध्ये लक्षणीय सुधारणा झाली आहे. अशा प्रकारे, तुम्ही कटिंगची कार्यक्षमता सुधारू शकता आणि कटिंग गती आणि कटिंग टूल न बदलता कटिंग प्रक्रियेत चांगले परिणाम मिळवू शकता.
पोस्ट वेळ: जुलै-०८-२०२४