
जब तपाईं काट्दै हुनुहुन्छ, उच्च काट्ने गति र काट्ने उपकरणहरू प्रयोग गर्दा पनि, काट्ने दक्षता धेरै कम हुन्छ। त्यसोभए कारण के हो? वास्तवमा, काट्ने प्रक्रियाको क्रममा, काट्ने उपकरणलाई काट्ने लाइनहरूको आवश्यकताहरू पूरा गर्न निरन्तर माथि र तल राख्नु आवश्यक छ। यद्यपि यो नगण्य देखिन्छ, यसले वास्तवमा काट्ने दक्षतामा प्रत्यक्ष प्रभाव पार्छ।
विशेष गरी, काट्ने उपकरण लिफ्टको उचाइलाई असर गर्ने तीन मुख्य प्यारामिटरहरू छन्, जुन प्रारम्भिक उपकरण ड्रप गहिराई, अधिकतम उपकरण ड्रप गहिराई, र सामग्री मोटाई हुन्।
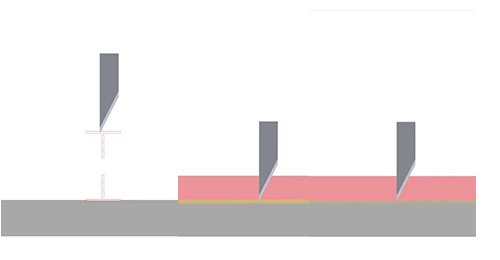
१. सामग्रीको मोटाई मापन
सर्वप्रथम, तपाईंले सामग्रीको मोटाई नाप्नु पर्छ र सफ्टवेयरमा सान्दर्भिक प्यारामिटर परिमार्जन गर्नु पर्छ। सामग्रीको मोटाई नाप्दा, सामग्रीको सतहमा ब्लेड घुसाउनबाट रोक्नको लागि वास्तविक मोटाई ० ~ १ मिमीले बढाउन सिफारिस गरिन्छ।

२. चक्कु-डाउन प्यारामिटरको पहिलो गहिराइको समायोजन
चक्कु-डाउन प्यारामिटरको पहिलो गहिराइको सन्दर्भमा, ब्लेडले सामग्री सिधै घुसाउन र ब्लेड भाँच्नबाट रोक्नको लागि सामग्रीको वास्तविक मोटाई २ ~ ५ मिमीले बढाउनु पर्छ।

३. चक्कु-डाउन प्यारामिटरको अधिकतम गहिराइको समायोजन
नाइफ-डाउन प्यारामिटरको अधिकतम गहिराईलाई उचित रूपमा समायोजन गर्न आवश्यक छ ताकि सामग्रीलाई राम्ररी काट्न सकियोस्, तर साथै, फेल्ट काट्नबाट बच्न पनि आवश्यक छ।
यी प्यारामिटरहरू समायोजन गरेपछि र फेरि काटेपछि, तपाईंले समग्र काट्ने गतिमा उल्लेखनीय सुधार भएको पाउनुहुनेछ। यस तरिकाले, तपाईंले काट्ने गति र काट्ने उपकरण परिवर्तन नगरी काट्ने दक्षता सुधार गर्न र काट्ने प्रक्रियामा राम्रो परिणामहरू प्राप्त गर्न सक्नुहुन्छ।
पोस्ट समय: जुलाई-०८-२०२४