
ਜਦੋਂ ਤੁਸੀਂ ਕੱਟ ਰਹੇ ਹੁੰਦੇ ਹੋ, ਭਾਵੇਂ ਤੁਸੀਂ ਉੱਚ ਕੱਟਣ ਦੀ ਗਤੀ ਅਤੇ ਕੱਟਣ ਵਾਲੇ ਔਜ਼ਾਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋ, ਕੱਟਣ ਦੀ ਕੁਸ਼ਲਤਾ ਬਹੁਤ ਘੱਟ ਹੁੰਦੀ ਹੈ। ਤਾਂ ਕੀ ਕਾਰਨ ਹੈ? ਦਰਅਸਲ, ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ, ਕੱਟਣ ਵਾਲੇ ਔਜ਼ਾਰ ਨੂੰ ਕੱਟਣ ਵਾਲੀਆਂ ਲਾਈਨਾਂ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਲਗਾਤਾਰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਹਾਲਾਂਕਿ ਇਹ ਮਾਮੂਲੀ ਜਾਪਦਾ ਹੈ, ਪਰ ਇਸਦਾ ਅਸਲ ਵਿੱਚ ਕੱਟਣ ਦੀ ਕੁਸ਼ਲਤਾ 'ਤੇ ਸਿੱਧਾ ਪ੍ਰਭਾਵ ਪੈਂਦਾ ਹੈ।
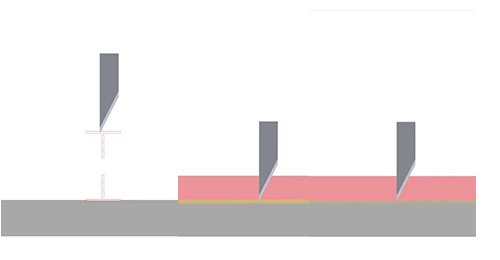
ਖਾਸ ਤੌਰ 'ਤੇ, ਤਿੰਨ ਮੁੱਖ ਮਾਪਦੰਡ ਹਨ ਜੋ ਕਟਿੰਗ ਟੂਲ ਲਿਫਟ ਦੀ ਉਚਾਈ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੇ ਹਨ, ਜੋ ਕਿ ਸ਼ੁਰੂਆਤੀ ਟੂਲ ਡ੍ਰੌਪ ਡੂੰਘਾਈ, ਵੱਧ ਤੋਂ ਵੱਧ ਟੂਲ ਡ੍ਰੌਪ ਡੂੰਘਾਈ, ਅਤੇ ਸਮੱਗਰੀ ਦੀ ਮੋਟਾਈ ਹਨ।
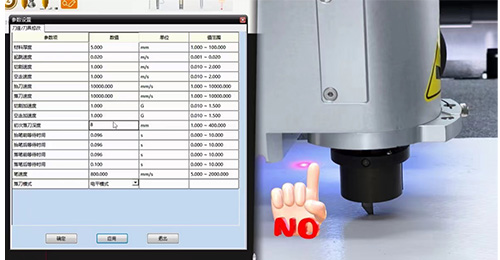
1. ਮਾਪ ਸਮੱਗਰੀ ਦੀ ਮੋਟਾਈ
ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਤੁਹਾਨੂੰ ਸਮੱਗਰੀ ਦੀ ਮੋਟਾਈ ਨੂੰ ਮਾਪਣ ਅਤੇ ਸਾਫਟਵੇਅਰ ਵਿੱਚ ਸੰਬੰਧਿਤ ਪੈਰਾਮੀਟਰ ਨੂੰ ਸੋਧਣ ਦੀ ਲੋੜ ਹੈ। ਸਮੱਗਰੀ ਦੀ ਮੋਟਾਈ ਨੂੰ ਮਾਪਦੇ ਸਮੇਂ, ਸਮੱਗਰੀ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਬਲੇਡ ਨੂੰ ਪਾਉਣ ਤੋਂ ਰੋਕਣ ਲਈ ਅਸਲ ਮੋਟਾਈ ਨੂੰ 0 ~ 1mm ਵਧਾਉਣ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।

2. ਚਾਕੂ-ਡਾਊਨ ਪੈਰਾਮੀਟਰ ਦੀ ਪਹਿਲੀ ਡੂੰਘਾਈ ਦਾ ਸਮਾਯੋਜਨ
ਚਾਕੂ-ਡਾਊਨ ਪੈਰਾਮੀਟਰ ਦੀ ਪਹਿਲੀ ਡੂੰਘਾਈ ਦੇ ਸੰਦਰਭ ਵਿੱਚ, ਸਮੱਗਰੀ ਦੀ ਅਸਲ ਮੋਟਾਈ 2 ~ 5mm ਵਧਾਈ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਤਾਂ ਜੋ ਬਲੇਡ ਸਿੱਧੇ ਸਮੱਗਰੀ ਨੂੰ ਅੰਦਰ ਨਾ ਪਾ ਸਕੇ ਅਤੇ ਬਲੇਡ ਟੁੱਟ ਨਾ ਸਕੇ।

3. ਚਾਕੂ-ਡਾਊਨ ਪੈਰਾਮੀਟਰ ਦੀ ਵੱਧ ਤੋਂ ਵੱਧ ਡੂੰਘਾਈ ਦਾ ਸਮਾਯੋਜਨ
ਚਾਕੂ-ਡਾਊਨ ਪੈਰਾਮੀਟਰ ਦੀ ਵੱਧ ਤੋਂ ਵੱਧ ਡੂੰਘਾਈ ਨੂੰ ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਸਮੱਗਰੀ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਕੱਟਿਆ ਜਾ ਸਕੇ, ਪਰ ਨਾਲ ਹੀ, ਫੀਲਟ ਨੂੰ ਕੱਟਣ ਤੋਂ ਬਚਣਾ ਵੀ ਜ਼ਰੂਰੀ ਹੈ।
ਇਹਨਾਂ ਮਾਪਦੰਡਾਂ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਅਤੇ ਦੁਬਾਰਾ ਕੱਟਣ ਤੋਂ ਬਾਅਦ, ਤੁਸੀਂ ਦੇਖੋਗੇ ਕਿ ਸਮੁੱਚੀ ਕੱਟਣ ਦੀ ਗਤੀ ਵਿੱਚ ਕਾਫ਼ੀ ਸੁਧਾਰ ਹੋਇਆ ਹੈ। ਇਸ ਤਰ੍ਹਾਂ, ਤੁਸੀਂ ਕੱਟਣ ਦੀ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰ ਸਕਦੇ ਹੋ ਅਤੇ ਕੱਟਣ ਦੀ ਗਤੀ ਅਤੇ ਕੱਟਣ ਵਾਲੇ ਟੂਲ ਨੂੰ ਬਦਲੇ ਬਿਨਾਂ ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਬਿਹਤਰ ਨਤੀਜੇ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੇ ਹੋ।
ਪੋਸਟ ਸਮਾਂ: ਜੁਲਾਈ-08-2024