
کله چې تاسو پرې کوئ، حتی که تاسو د پرې کولو لوړ سرعت او د پرې کولو وسایل وکاروئ، د پرې کولو موثریت خورا ټیټ دی. نو دلیل یې څه دی؟ په حقیقت کې، د پرې کولو پروسې په جریان کې، د پرې کولو وسیله باید په دوامداره توګه پورته او ښکته وي ترڅو د پرې کولو لینونو اړتیاوې پوره کړي. که څه هم دا مهم نه ښکاري، دا په حقیقت کې د پرې کولو موثریت باندې مستقیم اغیزه لري.
په ځانګړې توګه، درې اصلي پیرامیټرې شتون لري چې د پرې کولو وسیلې لفټ لوړوالی اغیزه کوي، کوم چې د وسیلې لومړني غورځولو ژوروالی، د وسیلې اعظمي غورځولو ژوروالی، او د موادو ضخامت دي.
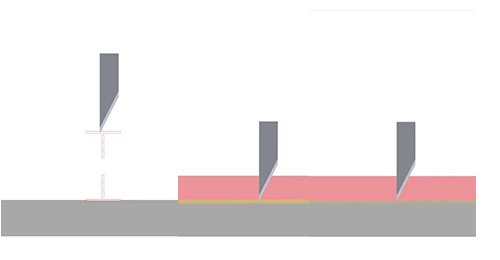
۱. د موادو ضخامت اندازه کول
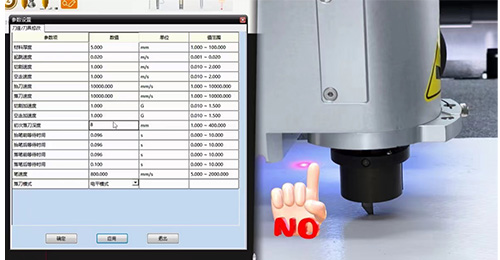
لومړی، تاسو اړتیا لرئ چې د موادو ضخامت اندازه کړئ او په سافټویر کې اړونده پیرامیټر تعدیل کړئ. کله چې د موادو ضخامت اندازه کوئ، سپارښتنه کیږي چې اصلي ضخامت 0 ~ 1mm زیات کړئ ترڅو د موادو په سطحه د تیغ داخلیدو مخه ونیول شي.

۲. د چاقو ښکته کولو پیرامیټر د لومړۍ ژوروالي تنظیم کول
د چاقو ښکته کولو پیرامیټر د لومړۍ ژوروالي له مخې، د موادو اصلي ضخامت باید د 2 ~ 5 ملي میتر پورې زیات شي ترڅو تیغ په مستقیم ډول مواد داخل نه کړي او تیغ مات نه کړي.

۳. د چاقو ښکته کولو پیرامیټر د اعظمي ژوروالي تنظیم کول
د چاقو د ښکته کولو پیرامیټر اعظمي ژوروالی باید په مناسب ډول تنظیم شي ترڅو ډاډ ترلاسه شي چې مواد په بشپړ ډول پرې کیدی شي، مګر په ورته وخت کې، دا اړینه ده چې د فیلټ پرې کولو څخه مخنیوی وشي.
د دې پیرامیټرو تنظیم کولو او بیا پرې کولو وروسته، تاسو به ومومئ چې د ټول پرې کولو سرعت د پام وړ ښه شوی دی. پدې توګه، تاسو کولی شئ د پرې کولو موثریت ښه کړئ او د پرې کولو سرعت او د پرې کولو وسیلې بدلولو پرته د پرې کولو پروسې کې غوره پایلې ترلاسه کړئ.
د پوسټ وخت: جولای-۰۸-۲۰۲۴