
Kapag nag-cut ka, kahit na gumamit ka ng mas mataas na bilis ng pagputol at mga tool sa paggupit, napakababa ng kahusayan sa pagputol. Kaya ano ang dahilan? Sa katunayan, sa panahon ng proseso ng pagputol, ang cutting tool ay kailangang patuloy na pataas at pababa upang matugunan ang mga kinakailangan ng mga cutting lines. Kahit na ito ay tila hindi gaanong mahalaga, ito ay talagang may direktang epekto sa pagputol ng kahusayan.
Sa partikular, mayroong tatlong pangunahing parameter na nakakaapekto sa taas ng cutting tool lift, na kung saan ay ang paunang tool drop depth, maximum na tool drop depth, at materyal na kapal.
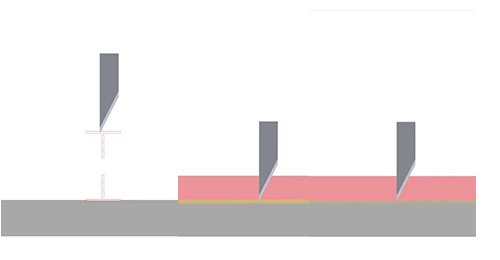
1. Pagsukat ng kapal ng materyal
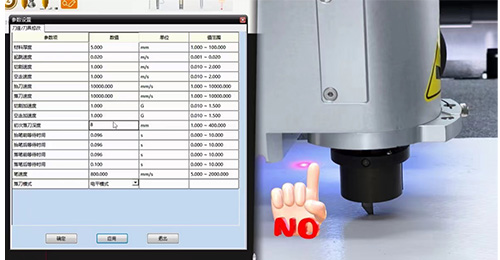
Una, kailangan mong sukatin ang kapal ng materyal at baguhin ang nauugnay na parameter sa software. Kapag sinusukat ang kapal ng materyal, inirerekomenda na dagdagan ang aktwal na kapal ng 0 ~ 1mm upang maiwasan ang pagpasok ng talim sa ibabaw ng materyal.

2.Pagsasaayos ng unang depth ng knife-down parameter
Sa mga tuntunin ng unang lalim ng parameter ng kutsilyo-down, ang aktwal na kapal ng materyal ay dapat na tumaas ng 2 ~ 5mm upang maiwasan ang talim mula sa direktang pagpasok ng materyal at maging sanhi ng talim na masira.

3.Pagsasaayos ng maximum depth ng knife-down parameter
Ang pinakamataas na lalim ng parameter ng kutsilyo-down, ay kailangang ayusin nang naaangkop upang matiyak na ang materyal ay maaaring lubusang gupitin, ngunit sa parehong oras, ito ay kinakailangan upang maiwasan ang pagputol ng nadama.
Pagkatapos ayusin ang mga parameter na ito at pag-cut muli, makikita mo na ang pangkalahatang bilis ng pagputol ay makabuluhang bumuti. Sa ganitong paraan, maaari mong pagbutihin ang kahusayan sa pagputol at makamit ang mas mahusay na mga resulta sa proseso ng pagputol nang hindi binabago ang bilis ng pagputol at cutting tool.
Oras ng post: Hul-08-2024