
MCT ראָטאַרי שטאַרבן קאַטער
שטריך
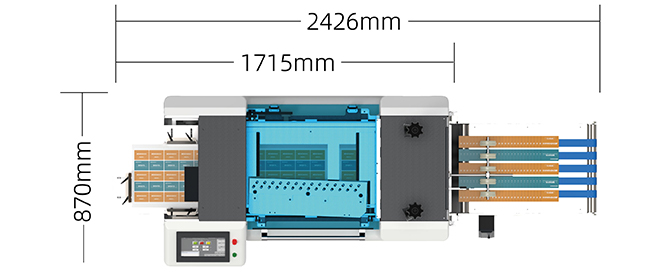
קליינער פֿוסשטאַפּל שפּאָרט פּלאַץ
די מאַשין דעקט אַ שטח פון 2 קוואַדראַט מעטער, מיט אַ קליינעם פֿוסשטאַפּל, גרינג צו טראַנספּאָרטירן און פּאַסיק פֿאַר פֿאַרשידענע
פּראָדוקציע סצענאַרן.

טאָוטש סקרין איז מער באַקוועם
טאָוטש סקרין מער באַקוועם
די פּשוטע אויסזען פון די טאָוטש סקרין קאָמפּיוטער פּלאַן נעמט ווייניקער פּלאַץ און איז
מער באַקוועם צו אַרבעטן.

טאָוטש סקרין איז מער באַקוועם
זיכערער בליידז טוישן פאָלדינג
טייל-טיש + איין-טאטש אויטא-ראטירנדיק ראלער דיזיין פאר גרינג און
זיכערע בלייד ענדערונגען.
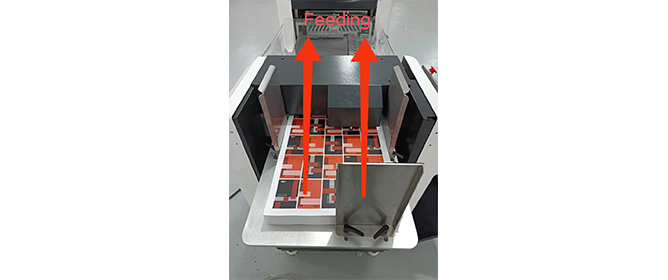
פּינקטלעכע און שנעלע פּאַפּיר-פֿיטערונג
פּינקטלעכע און שנעלע פֿיטערונג
דורך די פיש-וואָג פידינג פּלאַטפאָרמע, ווערט די פּאַפּיר אויטאָמאַטיש קאָריגירט פֿאַר פּינקטלעכער אַליינמאַנט און שנעלן צוטריט צו די דיי-קאַטינג אַפּאַראַט.
אַפּליקאַציע
ברייט געניצט אין זיך-קלעפּיקע סטיקערס, וויין עטיקעטן, קליידער טאַגעס, שפּיל קאַרטלעך און אנדערע פּראָדוקטן אין דרוקן און פּאַקאַדזשינג, קליידער, עלעקטראָניק און אנדערע ינדאַסטריז.

פּאַראַמעטער
| גרייס (מ״מ) | 2420 מ״מ × 840 מ״מ × 1650 מ״מ |
| וואָג (קילאָגראַם) | 1000 ק"ג |
| מאַקסימום פּאַפּיר גרייס (מם) | 508 מ״מ×355 מ״מ |
| מינימום פּאַפּיר גרייס (מ״מ) | 280 מ״מ x210 מ״מ |
| מאַקסימום שטאַרבן פּלאַטע גרייס (מם) | 350 מ״מ × 500 מ״מ |
| מינימום שטאַרבן פּלאַטע גרייס (מם) | 280 מ״מ ×210 מ״מ |
| שטאַרבן פּלאַטע גרעב (מם) | 0.96 מ״מ |
| שטאַרבן קאַטינג אַקיעראַסי (מם) | ≤0.2 מ״מ |
| מאַקסימום שטאַרבן קאַטינג גיכקייַט | 5000 בלעטער/שעה |
| מאַקסימום ינדענטיישאַן גרעב (מם) | 0.2 מ״מ |
| פּאַפּיר וואָג (ג) | 70-400 גראַם |
| לאָודינג טיש קאַפּאַציטעט (בלעטער) | 1200 בלעטער |
| לאָודינג טיש קאַפּאַציטעט (גרעב/מם) | 250 מ״מ |
| מינימום ברייט פון אָפּפאַל אָפּזאָגן (מם) | 4 מ״מ |
| ראַטעד וואָולטידזש (v) | 220 וו |
| מאַכט ראַנג (קװ) | 6.5 קוו |
| פורעם טיפּ | ראָטאַרי שטאַרבן |
| אַטמאָספערישן דרוק (Mpa) | 0.6Mpa |
סיסטעם
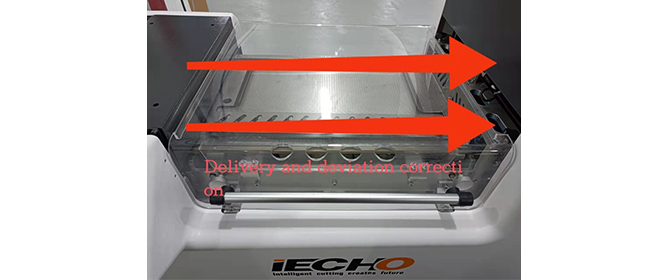
אויטאָמאַטישע פידינג סיסטעם
דאס פאפיר ווערט געפיטערט דורך דער טאץ הייבן מעטאד, און דערנאך ווערט דאס פאפיר אפגעשיילט פון אויבן ביז אונטן דורך דעם וואקיום זויג-בעכער גארטל, און דאס פאפיר ווערט געזויגן און טראנספארטירט צו דער אויטאמאטישער דעוויאציע קארעקציע קאנווייער ליניע.
קארעקציע סיסטעם
ביים אונטערשטן טייל פון דער אויטאמאטישער אפוויכונג קארעקציע קאנווייער ליניע, איז דער קאנווייער בעלט אינסטאלירט ביי א געוויסן אפוויכונג ווינקל. דער אפוויכונג ווינקל קאנווייער בעלט טראנספארטירט דעם פאפיר בויגן און גייט פאראויס דעם גאנצן וועג. די אויבערשטע זייט פון דעם דרייוו בעלט קען ווערן אויטאמאטיש צוגעפאסט. די באלן טוען דרוק צו פארגרעסערן די רייבונג צווישן דעם בעלט און דעם פאפיר, אזוי אז דער פאפיר קען ווערן געטריבן פאראויס.
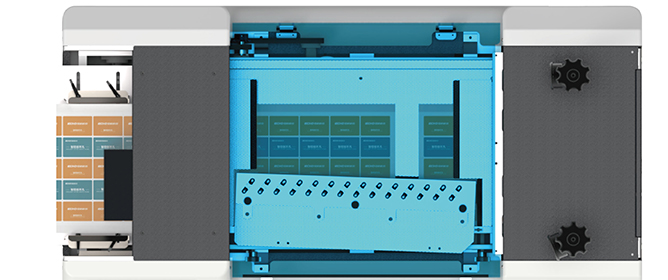
שטאַרבן קאַטינג סיסטעם
די געוואונטשענע מוסטער פאָרעם איז אויסגעשניטן דורך די הויך-גיכקייַט ראָטייטינג פלעקסאַבאַל דיי-קאַטינג מעסער פון די מאַגנעטיק וואַל

אָפּפאַל אָפּוואַרף סיסטעם
נאכדעם וואס דער פאפיר ווערט געוואלגערט און געשניטן, וועט עס אדורך גיין דעם אפווארף-פאפיר אפווארף-אפאראט. דער אפאראט האט די פונקציע פון אפווארפן אפווארף-פאפיר, און די ברייט פון אפווארפן אפווארף-פאפיר קען ווערן צוגעפאסט לויט דער ברייט פון דעם מוסטער.
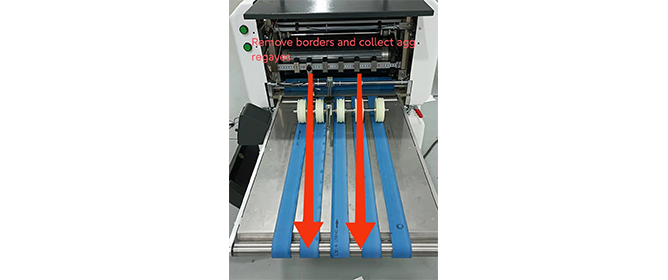
מאַטעריאַל קאַנווייינג סיסטעם
נאכדעם וואס די אפפאל פאפיר ווערט ארויסגענומען, ווערן די געשניטענע בלעטער געפארעמט אין גרופעס דורך די הינטערשטע-שטאפל מאטעריאל גרופערינג קאנווייער ליניע. נאכדעם וואס די גרופע איז געפארעמט, ווערן די געשניטענע בלעטער מאנועל ארויסגענומען פון די קאנווייער ליניע צו פארענדיגן די גאנצע אויטאמאטישע שנייד סיסטעם.
